La découpe au plasma: une technologie éprouvée qui reste compétitive
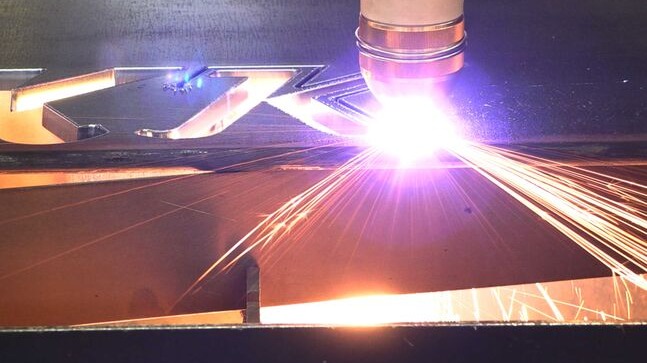
C'est l'application qui détermine le succès de la découpe plasma

Pour les épaisseurs de tôle supérieures à 15 à 20 mm, la découpe plasma est clairement préférable. De plus, une découpeuse plasma n'est pas gênée par la rouille, la calandre ou d'autres impuretés présentes sur la tôle, ce qui est fréquent, surtout sur les tôles plus épaisses
Avec l’arrivée de sources laser à fibre plus puissantes et plus abordables, le marché de la découpe plasma s’est progressivement recentré sur les tôles de forte épaisseur. Pour autant, l’avenir de cette technologie ne se limite pas à ce segment. La découpe plasma conserve en effet des atouts pour certaines applications sur tôles plus fines. En définitive, le choix de la technologie de découpe la plus adaptée dépend avant tout de l’application, des exigences de qualité et des conditions de production.
Il serait trop simpliste de considérer 20 mm comme une limite stricte: en dessous, le laser; au-dessus, le plasma. Les entreprises métallurgiques qui découpent des tôles de 50 à 60 mm au plasma, souvent en combinaison avec une découpe en biseau, traitent également des tôles plus fines avec leurs machines de 300 A et 450 A. Il existe en effet d'autres arguments qui justifient l'investissement dans une source plasma pour la découpe de tôles.
Coûts d'investissement réduits
Commençons par les coûts d’investissement. L’acquisition d’un système de découpe plasma HD nécessite un budget nettement inférieur à celui d’un système laser. En moyenne, l’écart peut représenter un facteur de deux à quatre. Cette différence ne concerne pas uniquement le prix de la source elle-même, mais bien le coût global de l’installation.
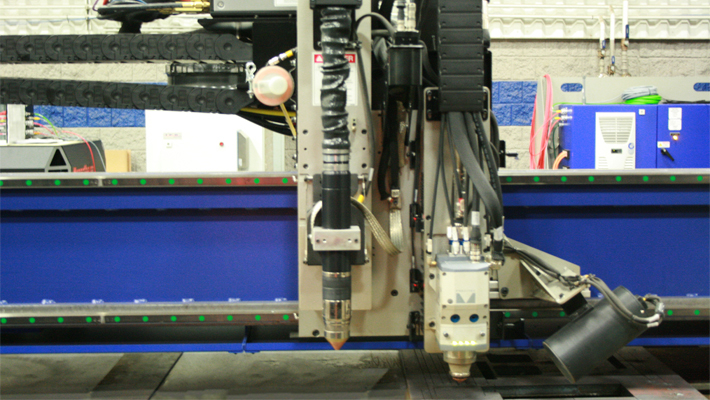
L’un des principaux facteurs réside dans les exigences de sécurité liées au laser, qui deviennent plus strictes à mesure que la puissance augmente. En raison de l’intensité du faisceau, la machine doit être entièrement carénée et équipée de protections spécifiques empêchant toute fuite accidentelle du rayonnement. À l’inverse, la découpe plasma peut être utilisée en toute sécurité dans une configuration ouverte. Cette caractéristique facilite notamment la réalisation de tables de découpe de très grande longueur, la torche étant montée sur un portique se déplaçant sur l’ensemble de l’installation. De telles machines sont généralement beaucoup moins coûteuses à concevoir et à construire que leurs équivalents laser.
De plus, une découpeuse plasma est plus facile à automatiser, par exemple en plaçant la torche de découpe sur un bras robotisé pour la découpe 3D. Même pour les dimensions standard des tôles, la construction simple offre un avantage: la zone de découpe coïncide pratiquement avec les dimensions de la table d'échange. Une découpeuse plasma utilise ainsi efficacement l'espace au sol disponible dans l'usine.

Coûts d'exploitation
D'un point de vue opérationnel également, la découpe plasma peut constituer une solution économique. Ce n'est pas le cas pour les tôles fines, mais à partir de 15 mm, la différence s'accentue. Pour les tôles plus épaisses, le rendement de la découpe plasma est plus élevé. Dans le secteur, on parle souvent d'une efficacité énergétique de 80 à 90%. On fait ici référence au rendement thermique de l'arc plasma lui-même: la partie de la puissance qui est effectivement utilisée pour le processus de découpe. Pour une comparaison équitable, il faut toutefois également tenir compte des pertes dues au refroidissement, aux flux de gaz et à l'alimentation.
Pour une tôle de 40 mm d'épaisseur, le rendement, calculé à partir de la puissance électrique pure prélevée sur le réseau et de la puissance électrique délivrée par la torche (courant de coupe x tension de coupe), s'élève à 60%. Ce calcul tient compte des pertes de chaleur dues au refroidissement, sans prendre en compte l'énergie nécessaire à l'air comprimé, à l'obtention d'oxygène pur et comprimé et à l'extraction des fumées
L'entretien d'une découpeuse plasma est également plus économique. Les coûts de découpe finaux de la découpe plasma sont surtout plus bas car les tôles plus épaisses peuvent être découpées plus rapidement, à condition que l'application soit adaptée. De plus, la découpe au plasma est une technologie flexible: une seule source permet de découper alternativement des tôles fines et épaisses, tandis que la qualité du matériau a peu d'influence sur le résultat. C'est précisément cette flexibilité qui est souvent sous-estimée dans la pratique.

L'importance d'une application adaptée
La clé d'une utilisation réussie de la découpe plasma réside dans l'application. Pour les épaisseurs de tôle supérieures à 15 à 20 mm, la découpe plasma est clairement préférable. Une source plasma puissante de 300 A ou 450 A découpe les tôles plus épaisses plus rapidement et avec une meilleure qualité. La surface de coupe est plus lisse et le coût par mètre de longueur de coupe est inférieur à celui de la découpe laser.
De plus, une découpeuse plasma n'est pas gênée par la rouille, la calandre ou d'autres impuretés présentes sur la tôle, ce qui est fréquent, surtout sur les tôles plus épaisses. Il s'agit d'une technologie de découpe robuste: grâce à la plus grande distance entre la torche de découpe et la pièce, ces impuretés n'entraînent pas facilement une perte de qualité ou une irrégularité. Cela limite les travaux préparatoires et garantit une qualité constante. Ceci est pertinent pour les entreprises de construction, car le matériau est souvent stocké à l'extérieur. Même en dessous de la limite de 15 à 20 mm, et même avec des tôles de moins de 10 mm d'épaisseur, une source plasma HD reste tout à fait utilisable grâce à ses vitesses de découpe élevées.
La différence entre ces deux techniques de découpe est particulièrement visible lorsqu'il faut découper de nombreux trous ou contours dans une tôle fine. Les sources plasma HD atteignent une qualité de découpe conforme à la norme ISO 9013 sans retouche. Dans les tôles minces, le plasma n'atteint pas la précision d'un laser, mais la différence reste généralement limitée à quelques dixièmes de millimètre (généralement 0,25 mm). Les trous d'un diamètre de 6 mm dans une tôle de 10 mm d'épaisseur ne sont toutefois pas réalisables au plasma. Lorsque le diamètre est inférieur à l'épaisseur de la tôle, la découpe au laser est plus adaptée. En revanche, des trous de boulons de 12 mm dans une tôle de 10 mm d'épaisseur peuvent être découpés sans problème au plasma.
La largeur de coupe est plus importante lors de la découpe plasma de tôles épaisses que lors de la découpe laser. Cela présente l'avantage de faciliter le détachement des pièces, ce qui simplifie le démontage et a un impact positif sur le coût de revient. Le plasma offre également une meilleure qualité que le laser pour la découpe en biseau de tôles plus épaisses. Là encore, c'est l'application qui détermine le choix.
Découpe 3D au plasma
Une application dans laquelle le plasma est encore largement utilisé est la découpe de tubes et de profilés. La force de cette technologie réside ici dans la possibilité de placer la torche de découpe sur un bras robotisé, ce qui permet un déplacement plus précis et maintient mieux la distance constante par rapport au matériau. De plus, la découpe 3D ne nécessite pas de châssis. Ici aussi, le plasma est d'autant plus pertinent que le matériau est épais.
Innovation
L'essor rapide du laser à fibre a d'abord surpris les fabricants de sources plasma. Le fait que le plasma ait encore de l'avenir en tant que technologie de découpe est en partie lié à l'innovation constante des sources plasma HD. On peut citer, par exemple, des solutions améliorées pour la découpe en biseau jusqu'à 50 mm, une durée de vie plus longue des pièces d'usure, ce qui profite à la fois à l'autonomie et aux coûts de découpe, ainsi qu'une technologie de découpe améliorée pour les trous ronds avec un conique minimal, même dans les tôles épaisses. Les innovations concernent notamment les buses. Grâce à leur conception, les dernières générations garantissent un arc plus stable et une densité d'énergie plus élevée, ce qui permet une meilleure qualité de coupe de l'acier inoxydable et de l'aluminium.
Gaz de coupe
Les innovations qui retiennent moins l'attention concernent la manière dont les systèmes gèrent les gaz de coupe. En découpe plasma, le gaz plasma, le flux interne, est utilisé pour faire fondre le matériau; le gaz de protection enveloppe la zone de coupe, refroidit la buse et protège contre l'oxydation. Ce gaz détermine en partie la forme du jet de plasma et influence ainsi la qualité.
L'air comprimé est le plus couramment utilisé pour l'acier doux en raison de sa grande disponibilité, mais ce n'est pas toujours le meilleur choix. Pour l'acier de construction, on utilise souvent de l'oxygène comme gaz plasma, car cette oxydation supplémentaire permet d'atteindre des vitesses de coupe plus élevées. Pour l'acier inoxydable, on opte généralement pour l'azote sur les tôles fines; pour le gaz F5 (95% d’azote et 5% d’hydrogène) jusqu’à 10 mm; ou pour un mélange d’argon et d’hydrogène, le mélange gazeux H35 (65% d’argon et 35% d’hydrogène), à partir de 12 mm.
Influence du choix du gaz sur la productivité
Le choix du gaz est d'une grande importance. Il influence non seulement la qualité de la découpe, mais aussi les étapes suivantes du processus, notamment le soudage. De plus, le gaz est un facteur de coût. Il convient donc d'examiner le coût total.
La découpe de l'acier inoxydable avec unprocédé N2/F5 sur des tôles de faible épaisseur (jusqu'à 8 à 10 mm maximum) permet d'obtenir des vitesses de découpe plus élevées et un apport de chaleur moindre dans la coupe. La faible teneur en hydrogène sert ici à fixer l'oxygène présent dans l'environnement, et non à apporter de la chaleur supplémentaire. La coupe reste ainsi métalliquement brillante.
L'argon et l'hydrogène sont plus chers au mètre cube, mais constituent souvent le choix le plus économique pour des épaisseurs de matériau supérieures à 10 mm. La forte teneur en argon du H35 assure un bord de coupe plus lisse, tandis que la teneur en hydrogène crée un arc plus chaud. Ce mélange gazeux devient ainsi pratiquement indispensable pour l'acier inoxydable d'une épaisseur supérieure à 20 mm. Tout cela se déroule sous azote comme gaz de protection. La coupe reste ainsi en grande partie métallique et est immédiatement soudable. Un procédé de découpe ArH2/N2 ne provoque normalement pas non plus de formation de bavures à des vitesses de découpe correctes, même avec des épaisseurs de tôle plus importantes, de 80 à 100 mm.
Le rapport de 65% d'argon et 35% d'hydrogène dans le mélange gazeux H35 n'est toutefois pas idéal pour toutes les épaisseurs de tôle. C'est le cas pour les tôles épaisses, par exemple de 40 mm, car celles-ci nécessitent beaucoup de chaleur. Pour les épaisseurs de tôle comprises entre 15 et 40 mm, une teneur en hydrogène plus faible peut suffire. C'est pourquoi les consoles à gaz utilisent de l'argon pur et de l'hydrogène pur, la console à gaz déterminant elle-même le rapport de mélange optimal en fonction de l'épaisseur de coupe. L'utilisation de H35 prémélangé est donc de moins en moins courante.
En revanche, pour la découpe de l'acier, on utilise systématiquement de l'oxygène comme gaz plasma, complété par de l'air comprimé enrichi en oxygène servant de gaz de protection. Jusqu'à environ 25 mm, c'est surtout la teneur supplémentaire en oxygène du gaz de protection qui joue un rôle actif dans le processus. Elle améliore la rectitude du bord de coupe et la qualité des trous, tout en augmentant la vitesse de coupe.