Plasmasnijden blijft concurrerend bij een doordachte inzet
De toepassing bepaalt het succes van plasmasnijden
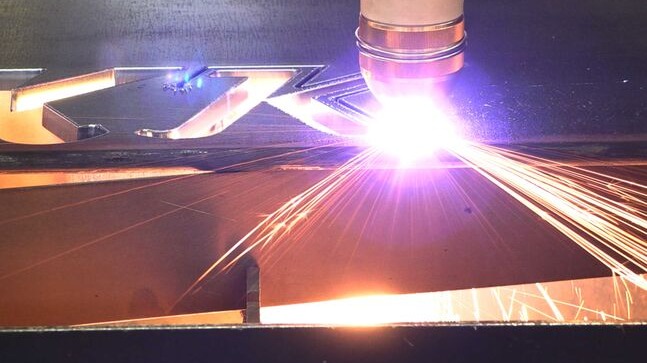
De markt voor plasmasnijden is door de komst van goedkopere en krachtigere fiberlaserbronnen deels verschoven naar dik plaatwerk. Toch is de toekomst van plasmasnijden daarmee niet begrensd. Ook bij dunner plaatwerk biedt deze snijtechnologie nog steeds voordelen. Uiteindelijk is de toepassing bepalend voor de keuze van de meest geschikte snijtechnologie.
Het is te simplistisch om 20 mm als harde grens te hanteren: daaronder laser, daarboven plasma. Metaalbedrijven die platen van 50 tot 60 mm met plasma snijden, vaak in combinatie met bevelsnijden, bewerken met hun 300A- en 450A-machines ook dunnere plaat. Er zijn immers meer argumenten die de investering in een plasmabron voor het snijden van plaat rechtvaardigen.
Lagere investeringskosten
Om te beginnen zijn er de aanschafkosten. De investeringskosten voor een HD-plasmabron liggen aanzienlijk lager dan die van een laserbron. Gemiddeld kan het verschil oplopen tot een factor twee à vier. Daarbij gaat het niet alleen om de aankoopwaarde van de bron, maar om de totale systeemkosten.
Vooral de veiligheidsmaatregelen die een laser vereist en die zwaarder worden naarmate het vermogen toeneemt, vergroten het verschil. De laserstraal is zo krachtig dat de machine volledig moet worden afgeschermd, niet alleen met plaatmateriaal maar ook met een speciale bekleding die voorkomt dat de straal per ongeluk door de omkasting dringt. Plasma kan daarentegen nog steeds veilig in een open systeem worden ingezet. Daardoor kan een plasmasnijtafel zeer lang worden uitgevoerd, omdat de snijtoorts op een brug is gemonteerd die zich over de volledige tafellengte verplaatst. Zo’n grote machine is aanzienlijk goedkoper te bouwen dan een lasersnijmachine.
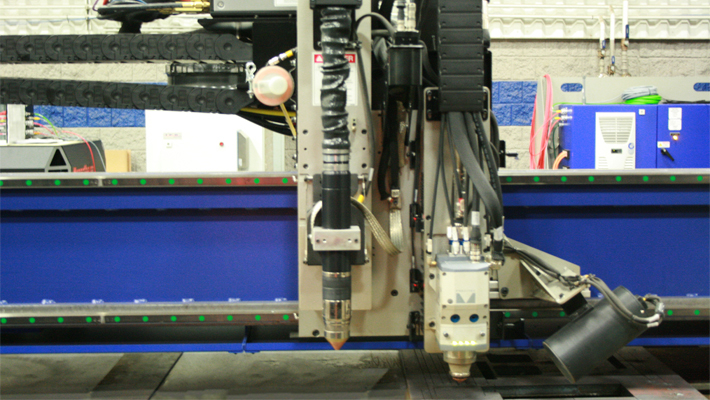
Bovendien laat een plasmasnijder zich eenvoudiger automatiseren, bijvoorbeeld met de snijtoorts op een robotarm voor 3D-snijden. Ook bij standaardafmetingen in plaatwerk biedt de eenvoudige constructie een voordeel: het snijbereik valt nagenoeg samen met de afmetingen van de wisseltafel. Een plasmasnijder gaat daardoor efficiënt om met het beschikbare vloeroppervlak in de fabriek.

Operationele kosten
Ook vanuit operationeel oogpunt kan plasmasnijden een economische oplossing zijn. Niet bij dunne plaat, maar vanaf 15 mm neemt het verschil toe. Bij dikkere plaat ligt het rendement van plasmasnijden hoger. In de sector wordt vaak gesproken over een energetische efficiency van 80 tot zelfs 90 procent. Daarmee doelt men op het thermisch rendement van de plasmaboog zelf: het deel van het vermogen dat effectief wordt benut voor het snijproces. Voor een eerlijke vergelijking moet echter ook rekening worden gehouden met verliezen door koeling, gasstromen en voeding.
Bij 40 mm dikke plaat ligt het rendement, berekend aan de hand van het zuiver elektrisch opgenomen vermogen uit het net en het elektrisch vermogen dat door de toorts wordt afgegeven (snijstroom x snijspanning) op 60 procent. Daarbij is rekening gehouden met de warmteverliezen door de koeling, Dit is zonder rekening te houden met energie die nodig is voor perslucht, verkrijgen van zuivere en gecomprimeerde zuurstof en de noodzakelijke rookafzuiging
Ook het onderhoud aan een plasmasnijder is voordeliger. De uiteindelijke snijkosten van plasmasnijden liggen vooral lager doordat bij dikkere plaat sneller kan worden gesneden, mits de toepassing klopt. Daarnaast is de plasmasnijder een flexibele technologie: met één bron kan afwisselend dunnere en dikkere plaat worden gesneden, terwijl de kwaliteit van het plaatmateriaal weinig invloed heeft op het resultaat. Juist die flexibiliteit wordt in de praktijk vaak onderschat.

Het belang van de juiste toepassing
De sleutel tot een succesvolle inzet van plasmasnijden ligt in de toepassing. Voor plaatdiktes boven 15 à 20 mm heeft plasmasnijden duidelijk de voorkeur. Een krachtige 300A- of 450A-plasmabron snijdt dikkere plaat sneller en met een hogere kwaliteit. Het snijvlak is gladder en de kostprijs per meter snijlengte ligt lager dan bij lasersnijden.
Daarnaast heeft een plasmasnijder geen last van roest, walshuid of andere verontreinigingen op de plaat, wat vooral bij dikkere plaat vaak voorkomt. Het gaat om een robuuste snijtechnologie: dankzij de grotere afstand tussen snijtoorts en werkstuk leiden dergelijke verontreinigingen niet snel tot kwaliteitsverlies of inconsistentie. Dat beperkt de voorbereidende werkzaamheden en ondersteunt een constante kwaliteit. Voor constructiebedrijven is dat relevant, omdat het materiaal vaak buiten wordt opgeslagen. Ook onder de grens van 15 à 20 mm, en zelfs bij plaat dunner dan 10 mm, blijft een HD-plasmabron goed inzetbaar dankzij de hoge snijsnelheden.
Het onderscheid tussen beide snijtechnieken wordt vooral zichtbaar wanneer veel gaten of contouren in dunne plaat moeten worden gesneden. HD-plasmabronnen halen snijkwaliteit volgens ISO 9013 zonder nabewerking. In dunne plaat bereikt plasma niet de nauwkeurigheid van een laser, maar het verschil blijft doorgaans beperkt tot enkele tienden van een millimeter (doorgaans 0,25 mm). Gaten met een diameter van 6 mm in 10 mm dikke plaat zijn met plasma echter niet haalbaar. Wanneer de diameter kleiner is dan de plaatdikte, is lasersnijden geschikter. Boutgaten van 12 mm in 10 mm plaat kunnen daarentegen wel goed met plasma worden gesneden.
De kerfbreedte is bij plasmasnijden van dikke plaat groter dan bij lasersnijden. Dat heeft als voordeel dat de delen gemakkelijker loskomen, wat het uitnemen vereenvoudigt en de kostprijs positief beïnvloedt. Ook bij bevelsnijden van dikkere plaat levert plasma een hogere kwaliteit dan laser. Opnieuw geldt: de toepassing bepaalt de keuze.
3D-snijden met plasma
Een toepassing waarin plasma nog steeds veel wordt ingezet, is het snijden van buizen en profielen. De kracht van de technologie ligt hier in de mogelijkheid om de snijtoorts op een robotarm te plaatsen, waardoor nauwkeuriger kan worden bewogen en de afstand tot het materiaal beter constant blijft. Bij 3D-snijden is bovendien geen omkasting nodig. Ook hier geldt dat plasma eerder in beeld komt naarmate het materiaal dikker is.
Innoveren
De snelle opmars van de fiberlaser heeft fabrikanten van plasmabronnen in eerste instantie verrast. Dat plasma als snijtechnologie nog altijd perspectief heeft, hangt mede samen met de voortdurende innovatie van HD-plasmabronnen. Voorbeelden zijn verbeterde oplossingen voor bevelsnijden tot 50 mm, een langere levensduur van verbruiksdelen, wat zowel de autonomie als de snijkosten ten goede komt, en verbeterde snijtechnologie voor ronde gaten met minimale taper, ook in dikke plaat. De innovaties zitten onder meer in de nozzles. De nieuwste generaties zorgen door hun ontwerp voor een stabielere boog en een hogere energiedichtheid, waardoor roestvrijstaal en aluminium kwalitatief beter worden gesneden.
Snijgassen
Innovaties die minder aandacht krijgen, hebben betrekking op de manier waarop systemen met snijgassen omgaan. Bij plasmasnijden wordt het plasmagas, de binnenste stroom, gebruikt om het materiaal te smelten; het beschermgas omhult de snijzone, koelt de nozzle en beschermt tegen oxidatie. Dit gas bepaalt mede de vorm van de plasmastraal en beïnvloedt daarmee de kwaliteit.
Perslucht wordt het meest toegepast bij mild staal vanwege de brede beschikbaarheid, maar is niet in alle gevallen de beste keuze. Bij constructiestaal wordt vaak zuurstof als plasmagas gebruikt, omdat dit extra oxidatie hogere snijsnelheden mogelijk maakt. Bij roestvast staal kiest men veelal voor stikstof bij dunne plaat; voor F5-gas (95 procent stikstof en 5 procent waterstof) tot 10 mm; of voor een mengsel van argon en waterstof, het H35-gasmengsel (65 procent argon en 35 procent waterstof), vanaf 12 mm.
Invloed gaskeuze op productiviteit
De gaskeuze is van groot belang. Zij beïnvloedt niet alleen de snijkwaliteit, maar ook vervolgstappen in het proces, met name het lassen. Daarnaast is gas een kostenfactor. Daarbij moet naar de totale kosten worden gekeken.
Het snijden van roestvast staal met een N2/F5-proces bij kleinere plaatdiktes (tot maximaal 8 à 10 mm) resulteert in hogere snijsnelheden en een geringere warmte-inbreng in de snede. Het lage waterstofgehalte dient daarbij om zuurstof uit de omgeving te binden, niet om extra warmte in te brengen. Zo blijft de snede metallisch blank.
Argon en waterstof zijn duurder per kubieke meter, maar vormen bij materiaaldiktes van meer dan 10 mm vaak de meest economische keuze. Het hoge argongehalte in H35 zorgt voor een gladdere snijkant, terwijl het waterstofgehalte een hetere lichtboog creëert. Daardoor wordt dit gasmengsel bij rvs met een dikte van meer dan 20 mm vrijwel onmisbaar. Dit alles gebeurt onder stikstof als beschermgas. Daardoor blijft de snede grotendeels metallisch blank en is ze direct lasbaar. Een ArH2/N2-snijproces veroorzaakt bij correcte snijsnelheden normaal gezien ook geen braamvorming, zelfs niet bij grotere plaatdiktes van 80 tot 100 mm.
De verhouding van 65% argon en 35% waterstof in het H35-menggas is echter niet voor alle plaatdiktes ideaal. Voor dikke platen, bijvoorbeeld van 40 mm, is dat wel het geval omdat daar veel warmte vereist is. Voor plaatdiktes tussen 15 en 40 mm kan een lager waterstofgehalte volstaan. Daarom maken gasconsoles gebruik van zuiver argon en zuiver waterstof, waarbij de gasconsole zelf de optimale mengverhouding bepaalt in functie van de snijdikte. Het gebruik van voorgemengd H35 wordt daardoor steeds minder courant.
Voor het snijden van staal wordt daarentegen steevast zuurstof als plasmagas gebruikt, aangevuld met perslucht die extra met zuurstof is verrijkt als beschermgas. Tot ongeveer 25 mm speelt vooral het extra zuurstofaandeel in het beschermgas een actieve rol in het proces. Het verbetert de rechtheid van de snijkant en de kwaliteit van de gaten, terwijl het ook de snijsnelheid verhoogt.