Laserlassen steeds beter bereikbaar voor kmo’s
Investeringskosten weliswaar hoog, maar operationele kosten veel lager dan bij andere lastechnieken
Laserlassen heeft een hele lange aanloop nodig gehad om voet aan de grond te krijgen buiten specifieke sectoren zoals de automobielindustrie. Pas de laatste jaren landt deze verbindingstechnologie in de bredere metaalindustrie. Dat dit nu gebeurt, is niet zonder reden. Het komt vooral door de evolutie van de technologie, die heel nieuwe toepassingen mogelijk maakt. De komst van AI zal de inzet van laserlassen in de nabije toekomst verder verbreden.
Groeimarkt
Lassen als verbindingstechnologie is wereldwijd een groeimarkt. Dat komt met name door de groei van de industrie in Zuidoost-Azië én door de hernieuwde opbouw van de maakindustrie in de VS. Qua technologie domineert het booglassen (45%); dan volgt weerstandslassen (30%) en dan solid-state lassen, zoals wrijvingslassen en ultrasoonlassen (25%).
Een snelle rekensom toont aan dat laserlassen slechts een marktaandeel heeft, tussen 5 en 10%. Tot nog toe vind je deze toepassingen vooral in de automobielindustrie en andere sectoren met massaproductie en hightech applicaties; in sommige van deze toepassingen is laserlassen stilaan de norm geworden. Denk aan instrumenten voor minimaal invasieve chirurgie en batterijmodules voor EV’s: in beide applicaties wordt in 70 tot 90 procent van de toepassingen laserlassen gebruikt.
Stilaan zie je ook het aantal toepassingen in de machinebouwindustrie stijgen. Behalve dat dit te maken heeft met de toenemende kwaliteitseisen, spelen strengere emissie-eisen een rol. Laserlassen kent namelijk aanzienlijk lagere emissies dan bijvoorbeeld lichtbooglassen.

Technische en bedrijfseconomische redenen
Waarom verloopt de acceptatie van laserlassen zo traag? Dit heeft zowel technische als bedrijfseconomische redenen. Technisch gezien is laserlassen minder vergevingsgezind dan de traditionele lasprocessen, zoals MIG/MAG. Bij deze laatste kan de lasser onvolkomenheden gemakkelijk corrigeren. Het is bovendien een relatief eenvoudig lasproces dat weinig specifieke voorbereidingen treft.
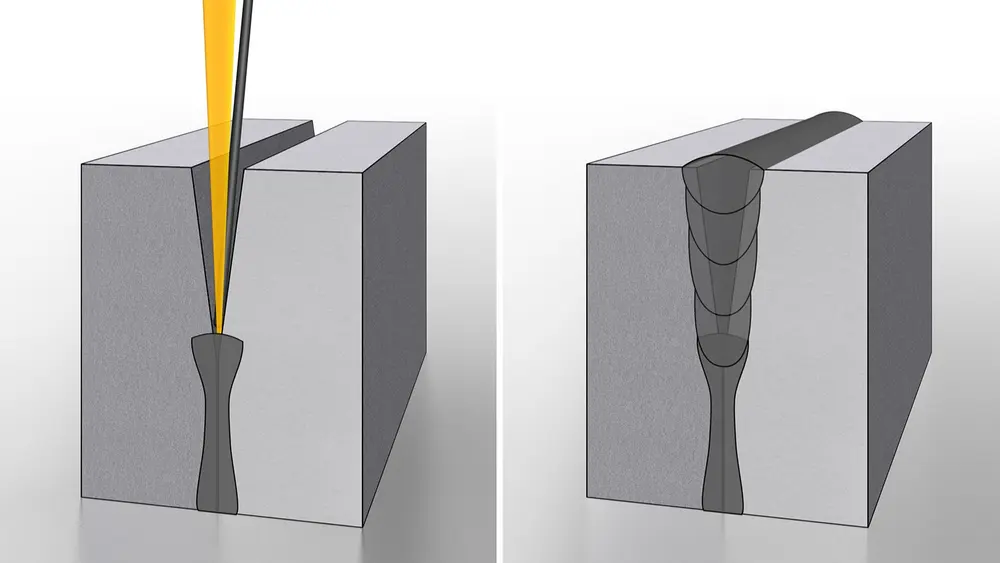
Bij laserlassen geldt eens te meer het gezegde ‘een goede voorbereiding is het halve werk’. De eisen aan de kwaliteit van het snijwerk liggen aanzienlijk hoger dan bij traditionele lastechnieken; deze kwaliteit heeft een direct effect op het eindresultaat. Zo mag de breedte van de lasnaad niet te veel variëren; een spleet van 1 mm kan men niet zomaar dichtvloeien. Ook moeten de te verbinden delen schoon zijn.
Een andere technische reden is dat men een laserlascel moet programmeren omdat het vrijwel altijd een geautomatiseerd proces is. Handmatig laserlassen wordt ook wel toegepast, gecombineerd met MIG/MAG-lastoevoegmateriaal (waarvan men minder nodig heeft). Men benut dan vooral de hogere snelheid en de geringere inbreng van warmte, wat de kwaliteit ten goede komt. De hogere investeringskosten voor geautomatiseerd laserlassen vormen een bedrijfseconomisch argument waarom het laserlassen lange tijd amper ingang heeft gevonden bij kmo’s.
De CAPEX (kapitaalsuitgaven) liggen aanzienlijk hoger dan die voor een traditionele lasbron, al dan niet gerobotiseerd, niet alleen omwille van de automatisering, ook vanwege de veiligheidsmaatregelen die men moet nemen (zoals afgeschermde cabines). Al deze argumenten zijn jarenlang de redenen geweest waarom men laserlassen vooral in de grote series van een aantal specifieke sectoren zag.
Waarom groeit de interesse voor laserlassen?
Dat de belangstelling voor laserlassen groeit, heeft niet alleen te maken met de groei in hightech applicaties. Stilaan wordt de technologie toegankelijker en aantrekkelijker voor kmo’s en voor toepassingen uit de gewone machinebouw. Dat heeft veel te maken met het feit dat fabrikanten erin slagen om het noodzakelijk programmeren te vereenvoudigen én dat de technologie vergevingsgezinder wordt.
Met de nieuwe software kan men de machine volledig offline programmeren, terwijl een ander product gelast wordt. Kleine correcties in het programma kan men aan de machine doorvoeren. Daarnaast gebruiken de fabrikanten artificiële intelligentie (AI) om aan de hand van beelden het lasproces te beoordelen en eventueel bij te sturen. Deze AI-modellen kunnen al getraind worden met enkele beelden, zodat de seriegrootte die nodig is om laserlassen rendabel te maken, kleiner wordt.
Daarnaast zijn er oplossingen om het lasprogramma grotendeels te genereren aan de hand van het CAD-model en de PMI-data (Product Manufacturing Intelligence). Sommige CAD-aanbieders zijn hier al heel ver mee. Voor enkelstuks blijft deze verbindingstechnologie minder of helemaal niet geschikt vanwege de programmeertijden, de hogere eisen aan het plaatwerk en de opspanningen.
Bij welke batchgrootte loont het?
Afhankelijk van de complexiteit van het product en de gewenste kwaliteit, kan men als vuistregel aanhouden dat het voor batches van 10 tot 50 stuks loont een programma te maken voor de laserlascel. Laserlassen is 3 tot 10 keer sneller dan TIG-lassen.
Men moet echter niet alleen naar de kosten van het lassen kijken. De ROI-berekening verandert – in het voordeel van laserlassen – als men de kosten van het totale lasproces vergelijkt. Omdat laserlassen een lasnaad van veel hogere kwaliteit oplevert in vergelijking met bijvoorbeeld MIG/MAG-lassen, hoeft er minder nabewerkt te worden. Praktisch niet, zo hoog is de lasnaadkwaliteit. Omdat ook de warmte-inbreng kleiner is zullen de samenstellingen minder vervormen. Opnieuw richten is niet nodig. Omdat laserlassen weinig spat, hoeven de lasnaden minder nageslepen te worden voor een hoge afwerking. Dit alles scheelt aanzienlijk in de kosten.
Bij machinebouwers loopt de totale kostenbesparing bij sommige toepassingen op tot 20 à 30 procent, wat bepaald wordt door minder nabewerken (tot 80% tijdsbesparing), een kortere doorlooptijd en minder afkeur (20 tot 40%). De grote winst zit in de kwaliteit, minder nabewerken en hoge mate van reproduceerbaarheid.
Een tweede factor als het om kosten gaat, zijn de energiekosten. Vergeleken met klassieke lastechnieken is de energie-efficiency van een laserlassysteem aanzienlijk hoger. Bij de moderne fiberlasers wordt tot 40% en soms nog meer van het elektrisch vermogen omgezet in laserlicht en dus gebruikt om mee te lassen. Bij een MIG/MAG-lasinstallatie wordt uiteindelijk slechts zo’n 15% van de energie gebruikt om te lassen; de rest verdwijnt als warmte. Het energieverbruik wordt bij de klassieke technieken nog verder de hoogte in gestuwd doordat men zwaardere afvoersystemen nodig heeft voor de lasrook. De allernieuwste fiberbronnen voor laserlascellen gebruiken nog eens minder energie, ondanks dat ze bij gelijk vermogen een grotere inbranddiepte hebben.
De derde grote kostenbesparing aan de operationele zijde is dat men minder beschermgas nodig heeft. Men moet er wel rekening mee houden dat laserlassen andere vaardigheden vraagt. Door de hogere mate van automatisering is er minder personeel nodig, maar de skills liggen wel op een ander en hoger vlak. Qua kosten liggen de investeringen in een laserlassysteem wel aanzienlijk hoger.
Niet alle materialen
Kun je alle materialen laserlassen? Nee. Het materiaal kan wel degelijk een belemmering zijn voor deze lastechnologie. Materialen zoals rvs, koolstofstaal, titanium, nikkellegeringen en aluminium laten zich goed laserlassen. Gegalvaniseerd staal is minder geschikt (vanwege spatvorming) evenals reflecterende materialen. Hiervoor kan men wel een groene laser inzetten, die vanwege de andere golflengte minder last heeft van de reflecties.
Een tweede beperking aan de materialenkant is dat laserlassen geschikt is voor dunnere plaat. Eigenlijk geldt zelfs hoe dunner hoe beter. Bij fijnmechanische plaatwerkdelen (0,5 tot 3 mm dik) heeft laserlassen absoluut zin als men de producten batchgewijs kan produceren. De lasnaadkwaliteit en het reduceren van nabewerken zijn dan twee belangrijke voordelen. Bij plaatmateriaal tussen 3 en 6 mm dik kan de technologie nog steeds lonen, zeker zodra er strakke toleranties gelden. Boven plaatdiktes van 6 tot 8 mm bieden de klassieke lastechnieken eigenlijk zoveel voordelen dat deze de voorkeur hebben.

Ultradunne folies
Hier staat tegenover dat recente ontwikkelingen in de laserbronnen aan de andere kant van het spectrum, ultradunne plaat of beter gezegd folies, heel nieuwe toepassingen mogelijk maken. In dit geval gaat het niet om fiberlasers, maar om de nieuwste generatie ultrakorte pulslasers, zoals de pico- en femtosecondelasers.
Omdat men hiermee de energiepuls heel precies kan doseren, kan men extreem dunne metalen folies lassen, bijvoorbeeld folies vanaf vijf à tien micron dik. Met deze lasers kan men heel nauwkeurig bepalen hoe diep de warmte in het materiaal binnendringt. In principe spreekt men over koude processen omdat de warmte inbreng minimaal is. De crux zit met name in het doseren van de pulsduur en pulsfrequentie, omdat als deze verkeerd zijn er alsnog te veel warmte wordt ingebracht. Hoe korter de pulsduur, hoe minder kans daarop.
Deze ultrakorte pulslasers openen eveneens de weg naar heel nieuwe toepassingen, die met name voor de hightech industrie kansrijk zijn. Een van de recente doorbraken in onderzoekslabo is bijvoorbeeld het direct lassen van glas met metaal met een femtosecondelaser. Deze doorbraak is gerealiseerd in Duitsland en onder andere Zeiss en Fraunhofer IOF hebben in het onderzoek geparticipeerd. Onderzoekers slaagden erin borosilicaatglas te verbinden met koper, zonder dat de onderdelen geklemd moesten worden. De treksterkte van deze verbinding bedraagt 10,9 MPa. In een ander onderzoek heeft men met de nieuwe generatie ultrakortepulslasers glas op glas gelast. Dit opent kansen voor nieuwe toepassingen, bijvoorbeeld in de halfgeleiderindustrie, medische sector en Micro Elektromechanische Systemen (MEMS).
