Pourquoi un tel intérêt pour les centres de tournage-fraisage avec un axe B?
Après presque quatre décennies, les machines multitâches sont plus populaires que jamais
Aujourd'hui, les machines multitâches ne sont plus des machines d'usinage ultra sophistiquées réservées aux spécialistes et aux grandes entreprises. Ces dernières années, les constructeurs de machines ont considérablement élargi la gamme en introduisant des modèles financièrement viables pour un plus grand nombre d'entreprises. En effet, la demande est forte, car les machines multitâches contribuent à la production sans personnel, raccourcissent les délais de livraison et résolvent en partie la pénurie de main-d'œuvre qualifiée. Les développeurs de logiciels de FAO et d'outils d'IA aident les utilisateurs de machines plus complexes à passer à l'étape suivante.
Plus qu'une simple combinaison de tournage et de fraisage
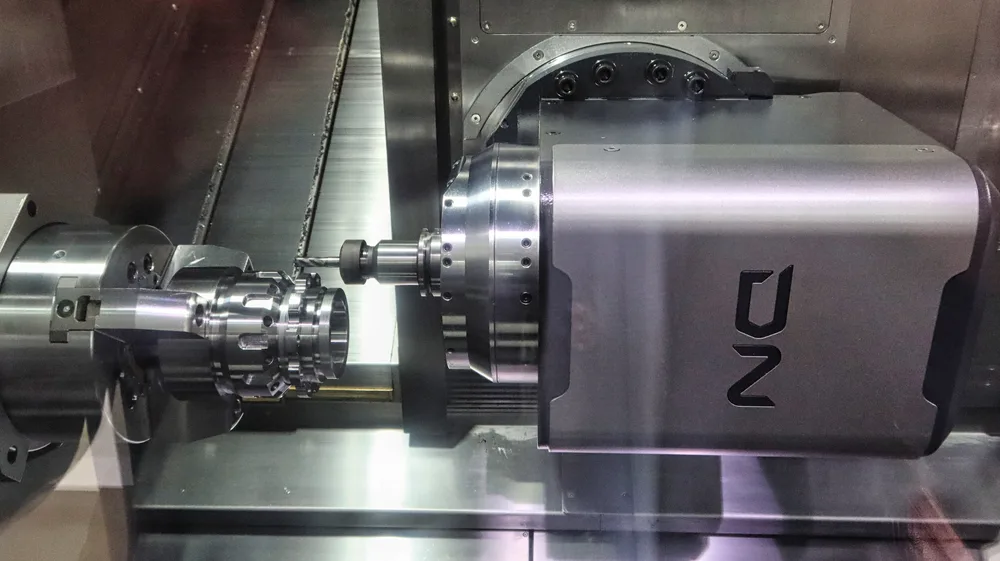
Le concept de multitasking a pris son essor au cours de la dernière décennie. D'ailleurs, les spécialistes du marketing ont tendance à utiliser ce terme à tort et à travers lorsqu'ils parlent de combinaisons de tournage et de fraisage. Une véritable machine CNC multitâche au sens classique du terme est un centre de tournage CNC doté d'une capacité de fraisage complète à 5 axes (axe B).
Cela signifie que la machine possède au moins une broche principale (et une broche secondaire) avec un axe B, éventuellement complétée par une ou deux tourelles secondaires. Ce concept a été introduit pour la première fois par le constructeur de machines japonais Mazak au début des années 90, comme solution pour réduire la manipulation dans l'usinage CNC en étant capable d'usiner des pièces entièrement sur une seule machine. En effet, le temps de production réel d'une pièce n'est pas déterminé par le temps de fabrication des copeaux par la machine, mais par le temps de production total, y compris les montages, les changements d'outils et les déplacements éventuels vers d'autres machines CNC pour les opérations de suivi. De plus, la tendance aux petites séries commençait déjà à émerger à cette époque.
Des versions plus simples
Il faut rendre à César ce qui appartient à César: ce sont les Japonais qui ont inventé le concept de multitasking, à une époque où les commandes étaient loin d'être aussi avancées qu'aujourd'hui, où l'axe B était relativement simple et où l'intelligence artificielle dans les machines CNC était totalement inexistante.
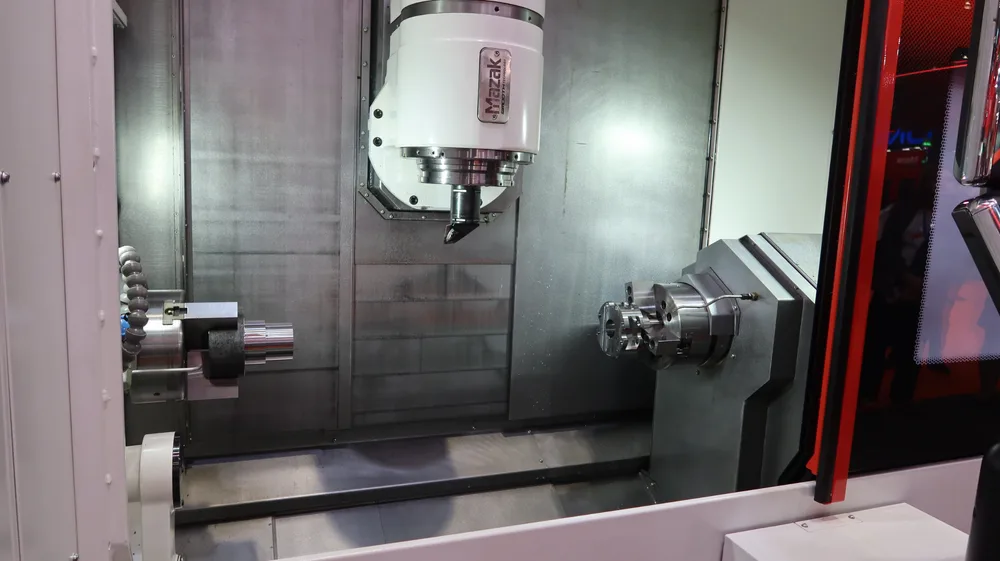
Au fil des ans, la plupart des fabricants ont pris le train du multitasking. L'évolution technique va dans deux directions: d'une part, vers des machines plus avancées, avec broche principale et broche secondaire, avec deux tourelles ou même avec un double axe B; d'autre part, vers des machines plus simples. Dans cette dernière version, la tourelle secondaire est supprimée; ces machines n'ont qu'une broche principale et une broche secondaire avec un axe B. L'accent est alors mis sur l'axe B; les opérations de tournage sont effectuées en fixant l'outil dans la broche de fraisage. Les machines CNC multitâches sont ainsi accessibles à un groupe cible plus large, tant sur le plan technique que sur le plan financier.
Les constructeurs de machines considèrent cette machine non seulement comme une alternative aux opérations d'usinage actuellement réalisées sur plusieurs machines, mais aussi comme une alternative à un centre d'usinage à 5 axes (4+1). Combinée à un chargeur de barres, elle permet de créer une cellule de production sans robot. Grâce à la broche de reprise, il est possible d'usiner complètement des pièces prismatiques à partir de matériaux ronds, sixième côté compris. Le matériau en barres est généralement moins cher que le matériau scié. De plus, les contraintes dans le matériau en barres sont nettement plus faibles que dans le matériau scié, car il est entièrement déformé plastiquement et souvent étiré. Avec l'aluminium (6082, 6060 et 7075), les contraintes résiduelles dans les barres sont généralement inférieures à 30 MPa et réparties uniformément; avec l'aluminium scié, les contraintes résiduelles peuvent atteindre 80 à 150 MPa. Cela présente des avantages lors de l'usinage, tels qu'une moindre déformation, une meilleure stabilité dimensionnelle et une plus grande fiabilité du processus.
Les limites du matériau en barres sont toutefois que les dimensions de la pièce sont limitées par le jeu et qu'il n'est pas possible d'usiner des composants qui ne présentent aucune rayure ou autre dommage, puisqu'il n'y a pas de robot pour retirer les pièces. Une autre limite est que ces modèles simplifiés d'entrée de gamme sont des machines 4+1; pour réduire les coûts, les fabricants ont omis la possibilité de fraisage simultané sur 5 axes, tant au niveau du matériel que du logiciel. Pour une grande partie du travail, ce n'est pas nécessairement un problème.
Pourquoi le multitasking est-il prisé?
Les machines multitâches avancées nécessitent un investissement substantiel; elles sont généralement beaucoup plus chères à l'achat qu'un tour CNC traditionnel avec des outils entraînés. Pourtant, les machinistes sont heureux de payer ce surcoût, car ce type de machine est beaucoup plus efficace dans l'environnement à forte mixité et faible volume qui caractérise la fabrication dans la région du Benelux.
Ce n'est pas seulement parce qu'il est possible d'usiner complètement les pièces. L'axe B, la tête de fraisage, utilise un magasin à chaîne ordinaire de la fraiseuse, dont le nombre de positions est supérieur à celui d'une tourelle. Si le changement d'outil pendant l'usinage prend plus de temps que sur un tour à tourelles, le passage à un autre produit pouvant nécessiter des outils différents est beaucoup plus rapide. Avec un grand magasin, ce temps de changement est pratiquement nul. Aujourd'hui, la puissance et le couple de l'axe B dépassent ceux des outils entraînés. Les broches de fraisage sont de véritables broches de fraisage, avec des vitesses comprises entre 12.000 et 20.000 tr/min. Grâce à leur construction compacte, elles présentent une très grande rigidité. Les fabricants posent ainsi les bases d'un travail très précis avec une telle machine CNC multi-axes.
Avec une machine de multitasking, vous obtenez pratiquement toutes les capacités des machines de tournage et de fraisage CNC, mais combinées en une seule machine. Cela signifie moins de fixations, une plus grande précision, moins d'espace au sol et, en fin de compte, une meilleure utilisation de la machine.
Progrès de la compensation thermique
La réduction de la nécessité d'effectuer un nouveau serrage sur une deuxième machine se traduit par une amélioration de la précision ou, du moins, par une plus grande facilité à l'atteindre. L'abandon des porte-outils VDI ou BMT dans les tourelles au profit de porte-outils tels que les séries Captop ou HSK-T contribue également à améliorer la qualité. Néanmoins, la construction typique de ces machines exige une attention particulière à la stabilité thermique.
En raison de la construction et de la position des différents axes d'usinage, la croissance thermique d'une machine multitâche n'est pas égale dans toutes les directions. Il est donc nécessaire d'en faire plus pour contrer et compenser l'influence de la production de chaleur dans la machine. Aujourd'hui, les fabricants de machines utilisent des modèles thermiques pilotés par l'IA pour prévoir et compenser la dérive thermique des différents composants. Cela permet de maintenir la stabilité thermique de la machine sur une plus longue période. Les informations dont le modèle a besoin proviennent des différents capteurs du bâti de la machine et de l'axe B, de la position de l'outil, de l'activation ou de la désactivation du refroidissement et d'autres facteurs. Toutes ces informations sont combinées à la vitesse réelle de la broche.
Ces modèles d'intelligence artificielle sont alimentés par les résultats des mesures effectuées dans la machine après l'usinage afin d'améliorer en permanence la précision des modèles. En fait, cela indique déjà que les innovations dans les machines multitâches se situent principalement dans les commandes et la compensation, et moins dans le matériel lui-même.

Programmation d'un travail de spécialiste
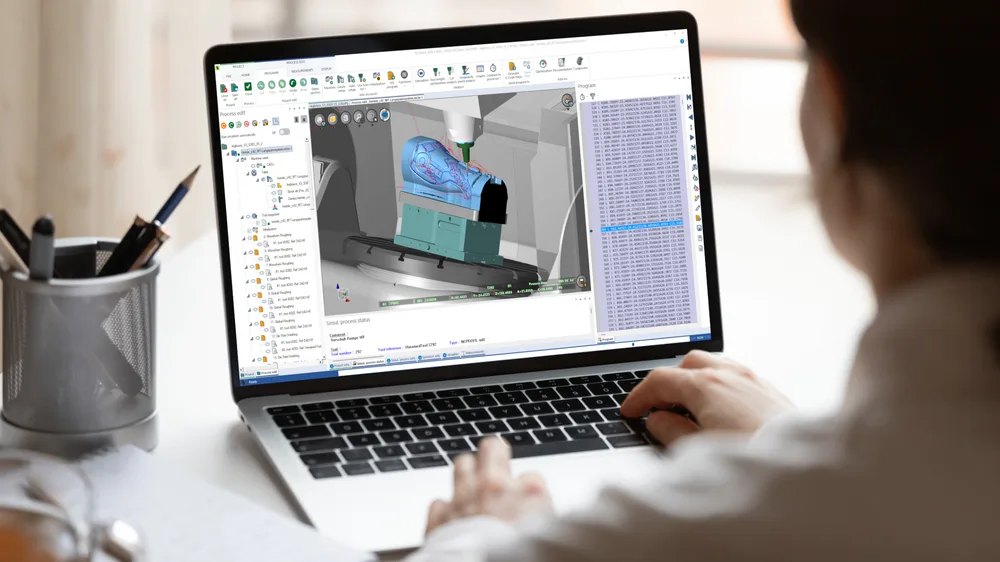
Il n'y a pas si longtemps, la programmation d'une telle machine était réservée à des programmeurs expérimentés. Le passage du tournage/fraisage traditionnel au multitâches est un changement culturel dans la préparation du travail. Les développements récents des logiciels de FAO offrent une toute nouvelle approche, qui non seulement simplifie la programmation, mais optimise également les opérations multi-axes complexes dans la machine.
Alors qu'auparavant ces logiciels traduisaient principalement la géométrie de la pièce à usiner en trajectoires d'outils, les logiciels modernes de FAO développés pour les machines multitâches assument davantage le rôle de process engineer. Cette évolution est une réponse à la percée des commandes multicanales dans les machines CNC.
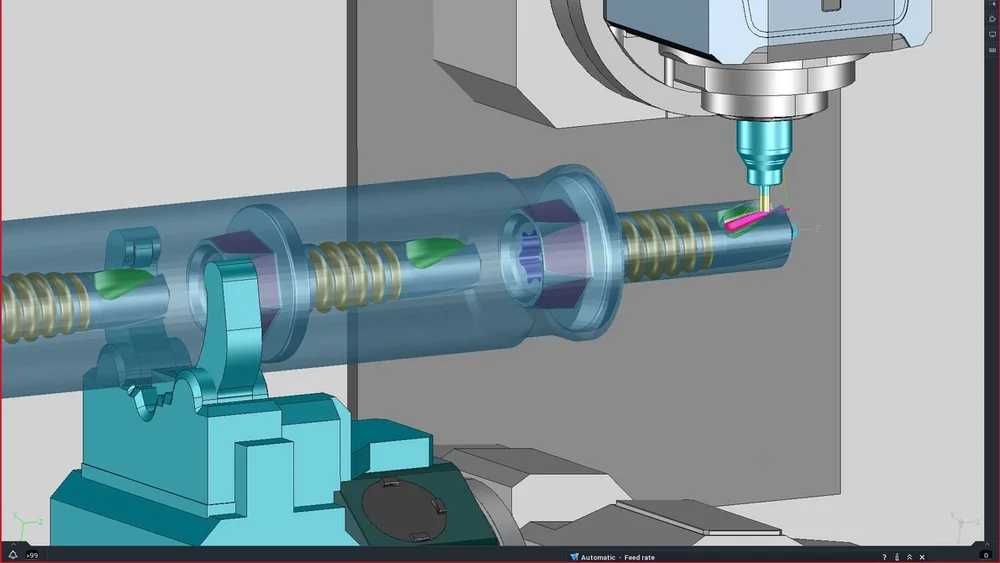
Il y a trois aspects importants. Premièrement, les derniers logiciels de FAO pour le multitasking reconnaissent les opérations sur les différents axes et les synchronisent de manière à ce que la charge sur les axes soit uniforme et que l'ensemble du processus soit aussi optimal que possible. Le logiciel de FAO s'oriente essentiellement vers le processus. La nouvelle simulation temporelle basée sur le code G joue un rôle important dans cette deuxième amélioration. Elle fournit une image qui correspond pratiquement à l'opération réelle dans la machine. La simulation basée sur le code G fournit le résultat le plus précis. En particulier pour ces opérations complexes sur des machines coûteuses, il est essentiel que le programmeur ou l'opérateur puisse se fier entièrement au programme CN. Parce qu'une collision dans l'espace de travail compact d'une machine multitâche a des conséquences financières catastrophiques, la simulation en code G n'est pas un luxe, mais une police d'assurance nécessaire. En intégrant complètement le simulateur dans le logiciel de CFAO, il est déjà possible d'effectuer une simulation incluant le contrôle des collisions pendant la programmation. Cette solution nécessite des investissements supplémentaires en plus du prix d'achat de la machine multitâche. Par exemple, le post-processeur pour le jumeau numérique doit être très précis. Tous les programmes de FAO ne sont pas encore adaptés à la synchronisation multicanale. Tous les programmes de FAO n'assistent pas encore le programmeur dans son rôle de process engineer.
Des séries encore plus petites
L'une des raisons pour lesquelles le développement des machines multitâches a pris son essor au Japon il y a près de quarante ans est que l'on constatait déjà à l'époque que les tailles de série dans l'usinage devenaient plus petites. Cette évolution se poursuit encore aujourd'hui. Les fabricants de solutions d'automatisation développent donc des systèmes permettant de changer les pinces de serrage, les doigts des mandrins ou même des mandrins entiers. La machine multitâche s'intègre donc parfaitement dans la production automatisée de petites séries.
Les machines multitâches haut de gamme dotées d'un axe B et d'une tourelle inférieure (revolver) connaissent une évolution intéressante. Jusqu'à présent, la limite de ce type de machine résidait dans le nombre de positions d'outils de la tourelle. Par définition, ce nombre est limité. Des tentatives ont été faites dans le passé pour permettre au robot de changer ces outils. Cette solution n'a jamais été adoptée. Récemment, un constructeur de machines allemand a proposé un nouveau concept pour changer automatiquement les outils dans les tourelles. Il a choisi une approche différente pour simplifier les choses. Il ne s'agit pas de changer l'ensemble du porte-outil, mais uniquement l'outil de coupe lui-même. Pour cela, il a fallu développer une nouvelle interface.
La condition préalable est un porte-outil VDI qui contient un support de base HSK droit ou incurvé pour l'outil de coupe. Celui-ci est équipé d'une vis que le robot utilise pour activer le mécanisme de serrage et de desserrage. Si le changement d'un outil est relativement long, il est possible d'allonger la durée d'autonomie de la machine en changeant des outils frères.
Une solution à la pénurie de travailleurs qualifiés?
La machine multitâche est-elle une solution à la pénurie de fraiseurs et de tourneurs CNC? Certainement. En même temps, il faut savoir que la programmation d'une machine aussi sophistiquée est très différente de celle d'une machine de tournage-fraisage CNC standard. Elle exige un autre type d'opérateur ou de programmeur, qui s'intéresse davantage au potentiel du processus global qu'au temps de cycle le plus court d'une opération ou à la précision la plus élevée.
Avec les machines multitâches, on essaie de combiner ces trois aspects de manière optimale, en tenant compte des exigences de la pièce à usiner. Les logiciels offrent un soutien de plus en plus important et de meilleure qualité à cet égard, mais ils nécessitent des investissements supplémentaires à la fois dans le logiciel lui-même et dans la formation du personnel. Ces investissements sont rentables si le travail est adapté à ce type de machine et si l'automatisation est adéquate, car les machines multitâches avancées sont trop coûteuses pour être utilisées uniquement dans une seule équipe. La considération économique pour cet investissement porte sur le taux horaire par rapport au taux d'utilisation. Le taux d'utilisation doit être élevé, mais la capacité même de produire des séries de 5 ou 10 pièces de manière rentable et automatisée contribue à un taux d'utilisation plus élevé.
Le tour CNC ordinaire a donc encore de l'avenir, mais les entreprises qui disposent de la bonne complexité de pièces, des bonnes - petites - séries et du personnel adéquat peuvent encore faire un grand pas avec ce concept de machine vieux de près de quarante ans, à la fois en termes de qualité et de productivité.