
Polissage: d'une intervention humaine à un processus robotisé
Le polissage est souvent une étape indispensable dans l'industrie métallurgique. Jusqu'à présent, le polissage était principalement considéré comme une opération manuelle. Grâce aux nouvelles technologies, l'automatisation est à portée de main, que ce soit par l'utilisation de robots, de lasers ou l'intégration dans des machines à commande numérique. Surtout, le polissage des pièces de précision évolue d'une opération centrée sur l'homme vers un processus contrôlé et dirigé.
Pourquoi l'industrie manufacturière veut-elle abandonner le polissage manuel?
Plusieurs raisons expliquent pourquoi les entreprises métallurgiques cherchent une alternative au polissage manuel. La première est la pénurie de travailleurs qualifiés. Cette situation ne va pas s'améliorer: dans les années à venir, le nombre de travailleurs qualifiés va continuer à diminuer. La deuxième raison est la pression des coûts: le polissage manuel est une opération relativement coûteuse en raison des salaires horaires élevés dans les pays d'Europe occidentale.
La troisième raison est que les exigences de qualité augmentent et que les clients veulent une qualité constante, ce qui ne peut être garanti avec le polissage manuel. La qualité du polissage doit être constante, surtout lorsqu'il s'agit de pièces de précision critiques, par exemple pour l'industrie médicale, pharmaceutique, alimentaire ou des semi-conducteurs. De plus, dans le cas de composants coûteux, le polissage est souvent une opération finale: le risque de défaillance est alors élevé.
Une quatrième raison est la législation et la réglementation plus strictes en matière de poussières fines (et d'ATEX) et de conditions de travail. Le polissage de matériaux tels que l'aluminium et le titane libère des poussières fines qui sont soumises à des limites maximales. L'automatisation - éventuellement combinée à l'extraction - permet d'éviter que les employés y soient exposés. Les conditions de santé et de sécurité s'améliorent également lorsque le polissage est automatisé.
Intégration dans les machines CNC
Une solution pour les pièces mécaniques de précision consiste à intégrer le polissage dans la machine CNC.
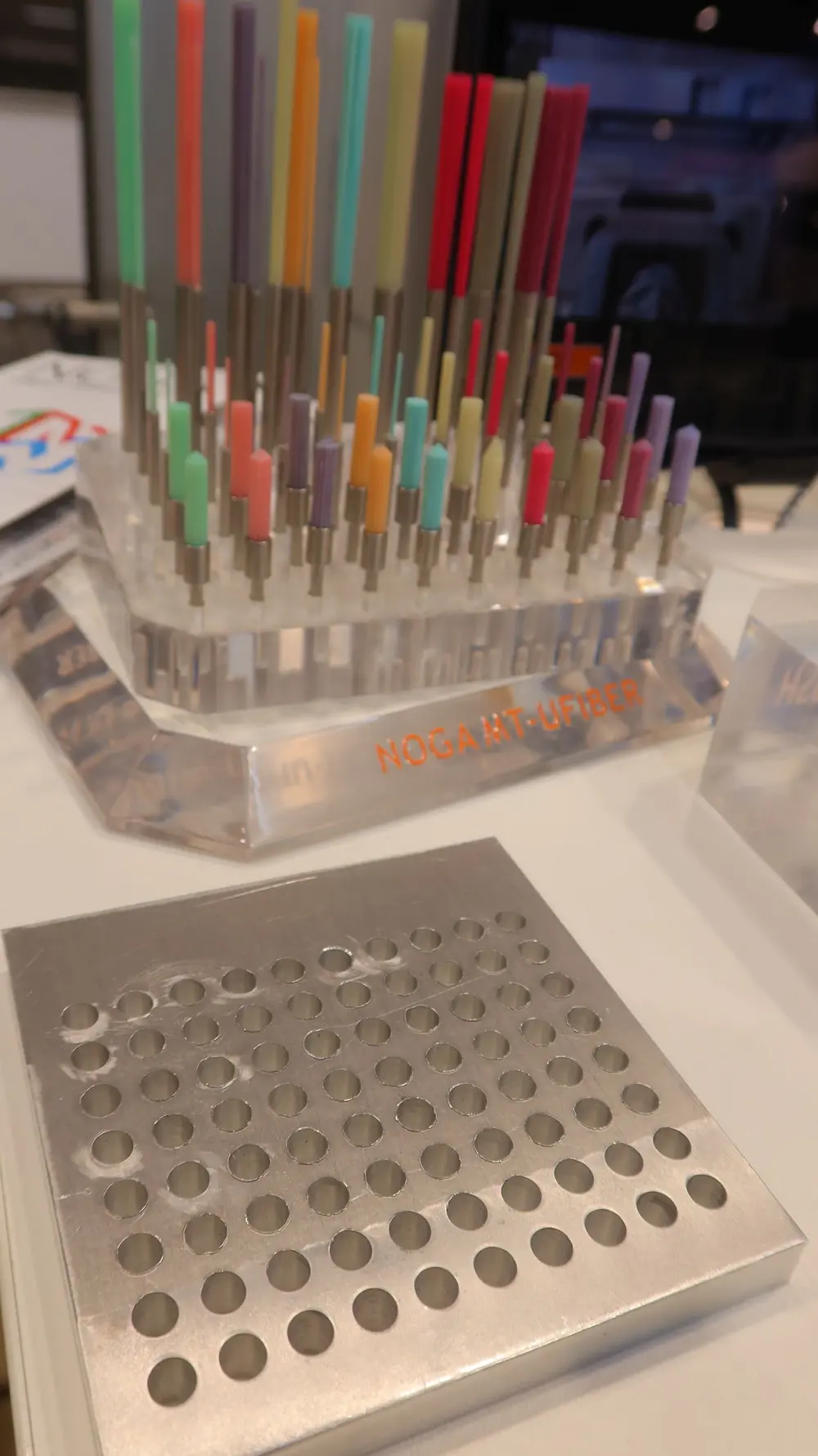
Le polissage devient alors une opération programmée, exécutée séparément de l'homme sur la machine. Des outils spéciaux ont été développés à cet effet. L'opération de polissage est alors programmée comme une opération finale et le changeur d'outils retire l'outil spécial de la chaîne. Parfois, ces outils combinent le polissage et l'ébavurage en une seule opération. Il existe également des outils de polissage pour polir les parois des trous de forage. Ces outils sont constitués de fines fibres céramiques (Al2O3 - alumine) qui, sous l'effet de la force centrifuge, forment un éventail qui polit les parois de l'alésage. Les fibres céramiques sont plus dures que l'acier, ce qui permet de prolonger la durée de vie de l'outil. En outre, elles assurent un 'meulage' très régulier de la surface. Il est possible d'obtenir des rugosités de surface allant jusqu'à Ra 0,06 µm, y compris l'élimination des bavures sur la pièce à usiner.
Robotique, vision et IA
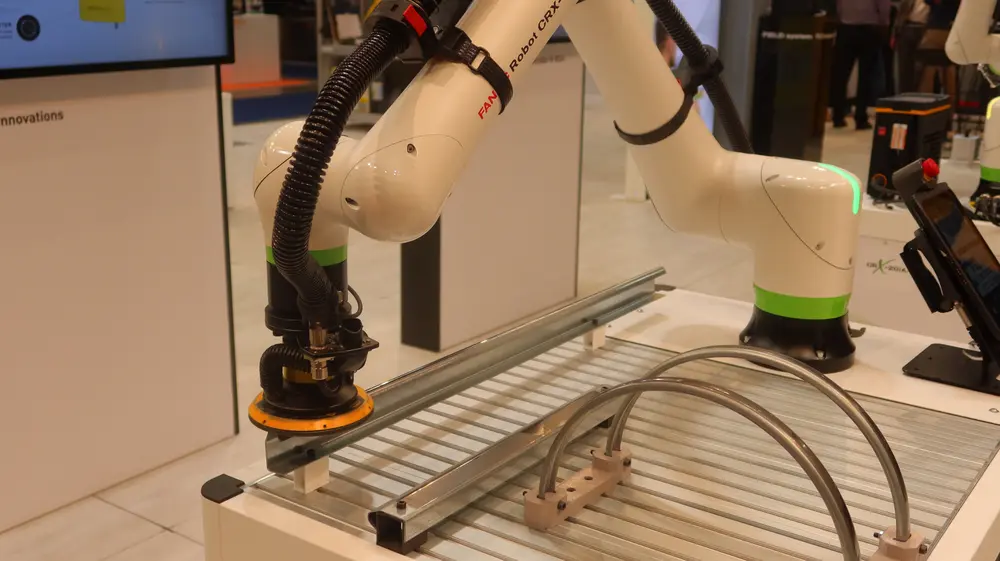
La deuxième solution pour rendre le polissage moins dépendant de l'homme est la robotisation. Pendant longtemps, l'automatisation du processus de polissage a été réservée aux grandes séries et aux produits uniformes. La programmation d'un robot pour une pièce prenait plus de temps que le polissage lui-même.
Cela a fondamentalement changé, grâce à deux évolutions technologiques qui se renforcent mutuellement: la vision par ordinateur et l'intelligence artificielle. Cela rend cette solution accessible aux PME qui usinent généralement de petites séries. Il devient plus facile et plus abordable d'utiliser la technologie de vision pour reconnaître automatiquement la géométrie de la pièce et, sur cette base, définir automatiquement la bonne stratégie d'usinage. L'IA ajoute une couche supplémentaire à cela, à savoir que le système apprend de chaque opération et est capable de définir automatiquement des paramètres sur la base des données fournies par les capteurs et les caméras. Ces données proviennent, entre autres, des capteurs de force, que les fabricants de robots et de cobots appliquent de manière à ce que le robot ou le cobot se sente presque comme un humain.
Le contrôle de la force est un élément clé de la robotisation du polissage. Le robot ajuste en permanence la pression de contact sur la base de données afin que chaque pièce reçoive le même traitement, quelles que soient les légères variations de géométrie ou de composition du matériau. Ce résultat répété garanti est exactement ce qu'exige la validation selon la norme ISO 13485: une cohérence démontrable, documentable et vérifiable. Ces systèmes sont également disponibles pour une utilisation en salle blanche ISO classe 5. Des normes spécifiques (AS9100) s'appliquent également à l'industrie aérospatiale, qui comprend des exigences relatives à la prévention des dommages thermiques causés par le polissage.
Traitement de surface plus rapide et plus prévisible
La rectification par glissement est une technique bien établie pour le polissage à bras d'homme de composants mécaniques fins. Cette technique utilise un support dans lequel les pièces se déplacent librement lorsque le tambour dans lequel elles se trouvent vibre. D'où le nom de tambourinage.
La finition en flux (ou rectification par entraînement) est une variante qui permet d'obtenir un degré de finition plus élevé: la pièce est serrée, puis entraînée dans un tambour contenant des moyens de rectification ou de polissage. Cette technologie est plus puissante que le tambourinage, ce qui permet d'obtenir des temps de cycle courts et des valeurs Ra inférieures à 0,01 µm, même sur des pièces difficiles à usiner.
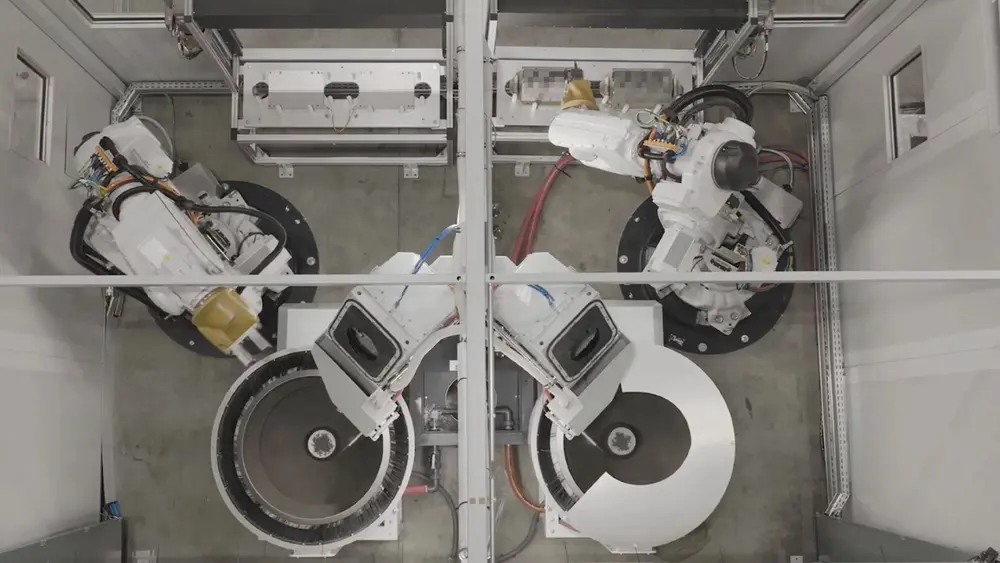
Récemment, les fabricants ont développé d'autres variantes de cette technologie, qui se résument à faire tourner à la fois la pièce et le support. Les fabricants mettent cela en œuvre à leur manière. L'un d'entre eux utilise un carrousel avec plusieurs broches auxquelles les pièces sont attachées ou un robot auquel sont attachées les pièces en rotation et un tambour rempli d'un produit de polissage. La rotation des broches et du tambour - dans des directions opposées - crée un mouvement relatif extrêmement intense entre la pièce et le produit. Dans une variante, le sens de rotation du support alterne à des moments préprogrammés. Dans la pratique, cela signifie un usinage jusqu'à 50 fois plus intensif qu'avec les systèmes de tambour conventionnels. Le temps de cycle est donc plus court. En outre, on peut être sûr que les canaux internes sont également polis.
Une boucle fermée pour un contrôle encore plus poussé
Comme le processus est largement contrôlé numériquement, on obtient une grande précision de répétition et des résultats prévisibles. Cette technique de finition est donc utilisée pour le polissage d'implants médicaux, d'outils de précision et de composants aérospatiaux, entre autres. Le contrôle automatique de la qualité du milieu ajoute une étape cruciale au respect des normes de qualité ISO. La commande numérique ouvre des possibilités de contrôler davantage le processus.
Lors du salon GrindingHub 2026, Otec Präzisionsfinish et Bruker Alicona présenteront un système en boucle fermée pour le polissage contrôlé de pièces mécaniques de précision pour l'industrie médicale, par exemple. Un robot place les pièces dans une unité de finition de flux d'Otec, après quoi le processus de finition des bords commence. Un SensorX de Bruker Alocona est utilisé pour mesurer les bords sans contact. Ces données de mesure sont directement transmises au contrôleur qui poursuit le processus de finition jusqu'à ce que l'arrondi des bords défini (5 à 100 µm) soit atteint.
Le laser comme outil de polissage
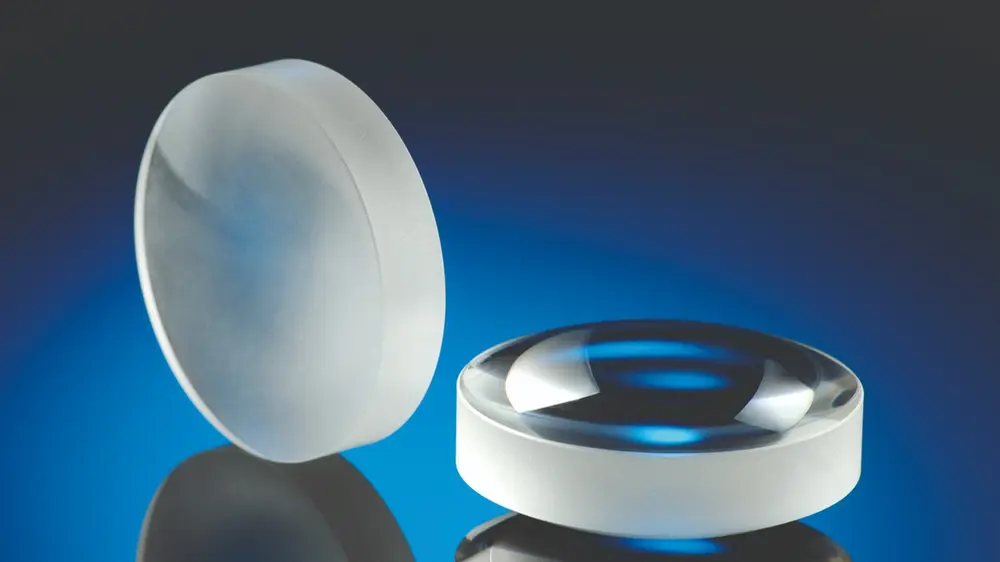
Le polissage est une technologie indispensable lorsque l'on utilise la fabrication additive pour produire des composants de précision. Comme on fait fondre des poudres métalliques ensemble, les surfaces sont par définition rugueuses. La rectification par glissement est une technique couramment utilisée pour rendre ces surfaces plus lisses. Si l'on souhaite obtenir des valeurs Ra plus faibles, il est possible d'utiliser le laser. Avec un laser à fibre (longueur d'onde de 1.064 nm) et une puissance relativement faible (606 à 100 W), on peut faire fondre les pics de la surface, après quoi ils remplissent les vallées et se refroidissent et se solidifient à nouveau. La dureté n'est pas affectée, mais la rugosité s'améliore pour atteindre des valeurs Ra inférieures à 2 µm.
L'un des avantages de cette méthode est que l'on peut programmer avec précision les parties de la surface à polir. Cela permet d'accélérer le processus et de réduire les coûts. Le polissage laser peut également être utilisé pour des pièces non imprimées en 3D, avec les mêmes avantages, à savoir que l'on peut polir de manière sélective, que les surfaces formées en 3D ne sont pas un obstacle et qu'il s'agit d'une opération sans contact qui peut être programmée avec précision. On trouve des applications de polissage laser dans l'industrie médicale, dans l'aérospatiale et dans l'industrie de l'emboutissage et des matrices.
En fonction du matériau et de la source laser, le polissage laser permet d'atteindre des valeurs Ra de 0,05 à 0,2 µm. Le polissage au laser nécessite un investissement dans la source laser, mais en contrepartie, le processus est contrôlé et le polissage est automatisé.

Polissage électrolytique
Si le laser est un procédé sans contact et le polissage mécanique une opération abrasive, une troisième variante est le polissage électrolytique (ou électrochimique), principalement appliqué à l'acier inoxydable. La pièce agit comme une anode dans un bain d'électrolyte, enlevant des couches microscopiques de matériau de manière contrôlée.
À la surface, le pourcentage de chrome et de nickel augmente, créant une coquille d'oxyde de chrome plus dense et plus épaisse. Il en résulte une couche de surface passivante et lisse comme un miroir, d'une résistance exceptionnelle à la corrosion. Cette technologie est souvent utilisée pour les composants médicaux, notamment parce que les microfissures de la surface disparaissent et que les composants peuvent donc être mieux nettoyés et stérilisés. Le polissage électrochimique ne crée pas de tensions dans la surface. Cette technique se prête bien aux formes complexes qui ne peuvent pas toujours être polies mécaniquement dans les moindres détails.
Les rugosités de surface s'améliorent généralement de 30 à 50% en fonction du matériau. Avec des pièces en acier inoxydable, on améliore également la résistance à la corrosion. Cependant, l'opération n'est pas très contrôlable: la quantité de matière enlevée n'est pas très contrôlable. En outre, on utilise une chimie différente selon les matériaux. Cette technologie est également utilisée pour polir les surfaces des composants métalliques imprimés en 3D. Ces processus sont généralement entièrement automatisés.

